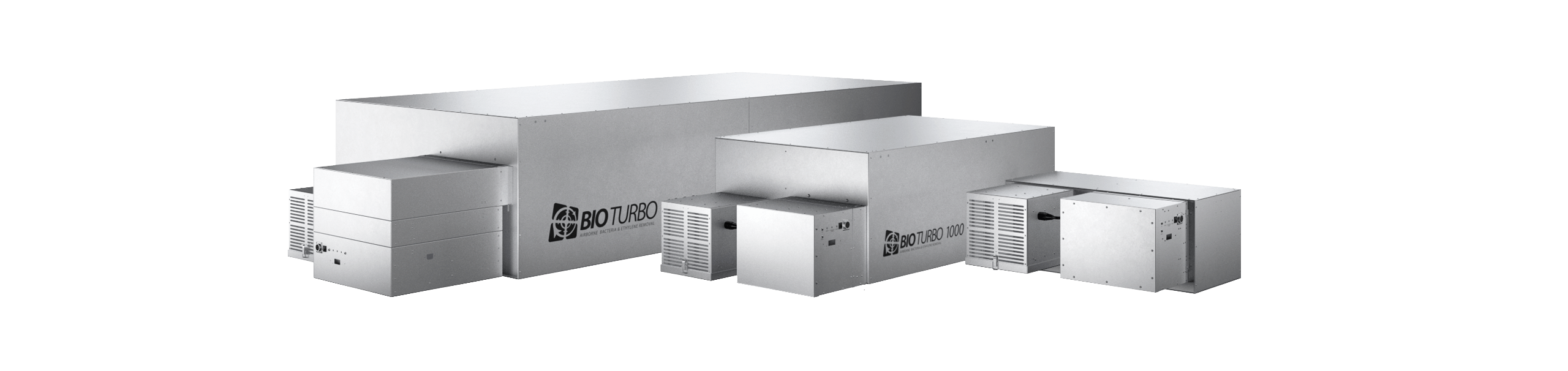
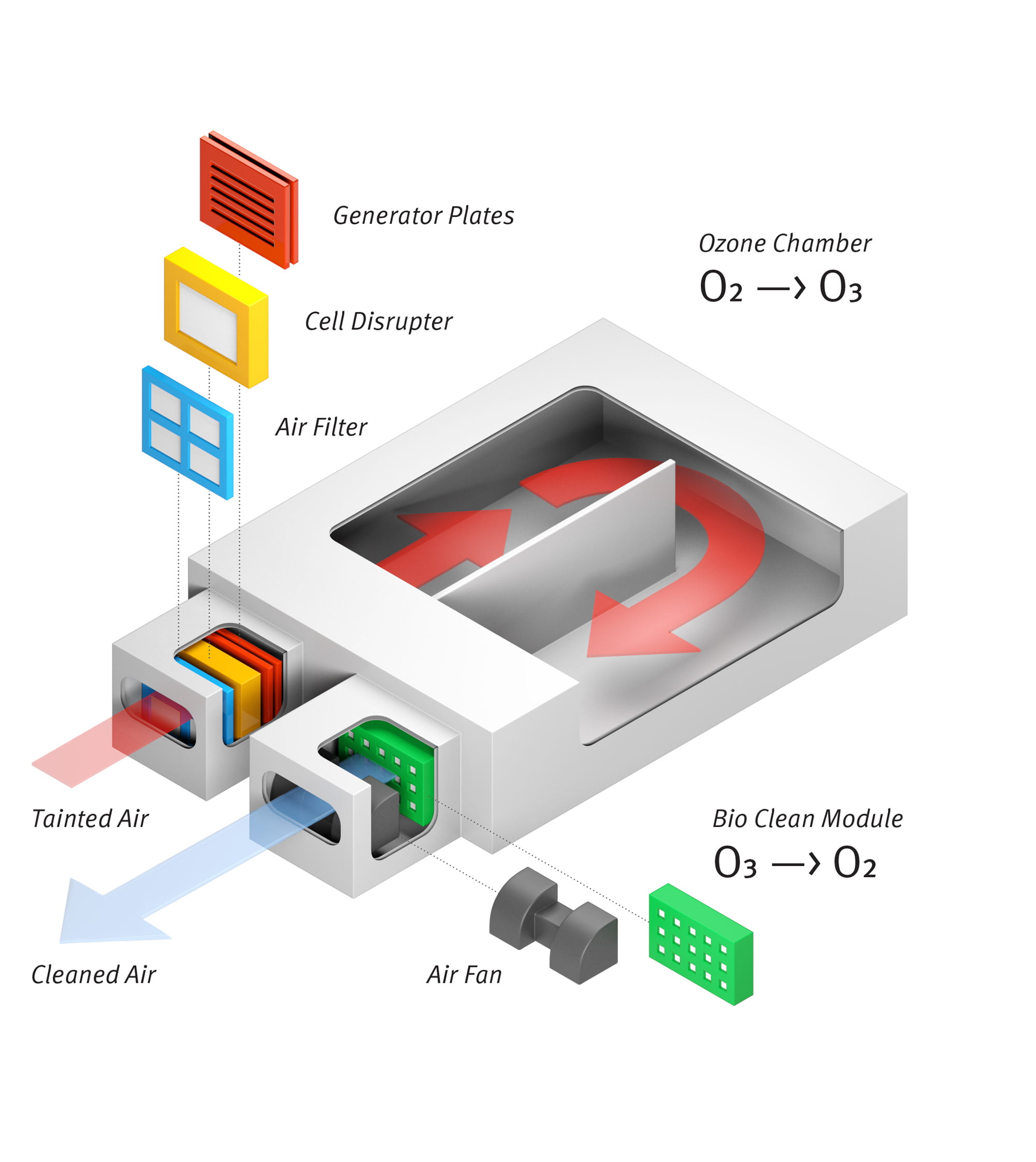
This is how it works.
STAGE 1: AIR FILTER
The air filter removes dust and visual particles from the air.
STAGE 2: CELL DISRUPTER
An anti-microbial chemical is applied to the surface of a specially designed disrupter. It works by rupturing the outer membrane of the cells that make up these airborne pathogens. With efficiency rates of 99.5%+, this process stops their normal life development, thus destroying the cells.
STAGE 3: OZONE CHAMBER
This chamber uses the positive effects of ozone to eliminate ethylene gas. The ozone is safely contained within this chamber and not dispersed throughout the storage area.
STAGE 4: BIO CLEAN MODULE
In this final stage, a catalyst is used to change the ozone into clean oxygen. The catalyst creates a reaction that breaks down the ozone molecule. From here the clean oxygen is released back into the environment.